首页 > 钢板预处理生产线
钢板预处理
钢板预处理生产线
作者:爱游戏体育(中国)科技有限公司官网 发布时间:2023-04-03 13:01:44
钢板预处理生产线技术综述
针对国际造船业执行的【PSPC】标准对钢板预处理的严格要求,我们在钢板预处理流水线方案中采用下述关键技术及保证措施:
1、上、下卸料工部
钢材上下料横移机上设有刻度,以利于型材对正;横移机末端设有挡料竖辊矫正偏斜的钢材;
采用液压横移上、下料方式。
2、雨雾清扫装置
采用刮板刮除钢板表面的积水、积雪、污物等,并配有高压吹扫风机,吹扫刮板后的水与垃圾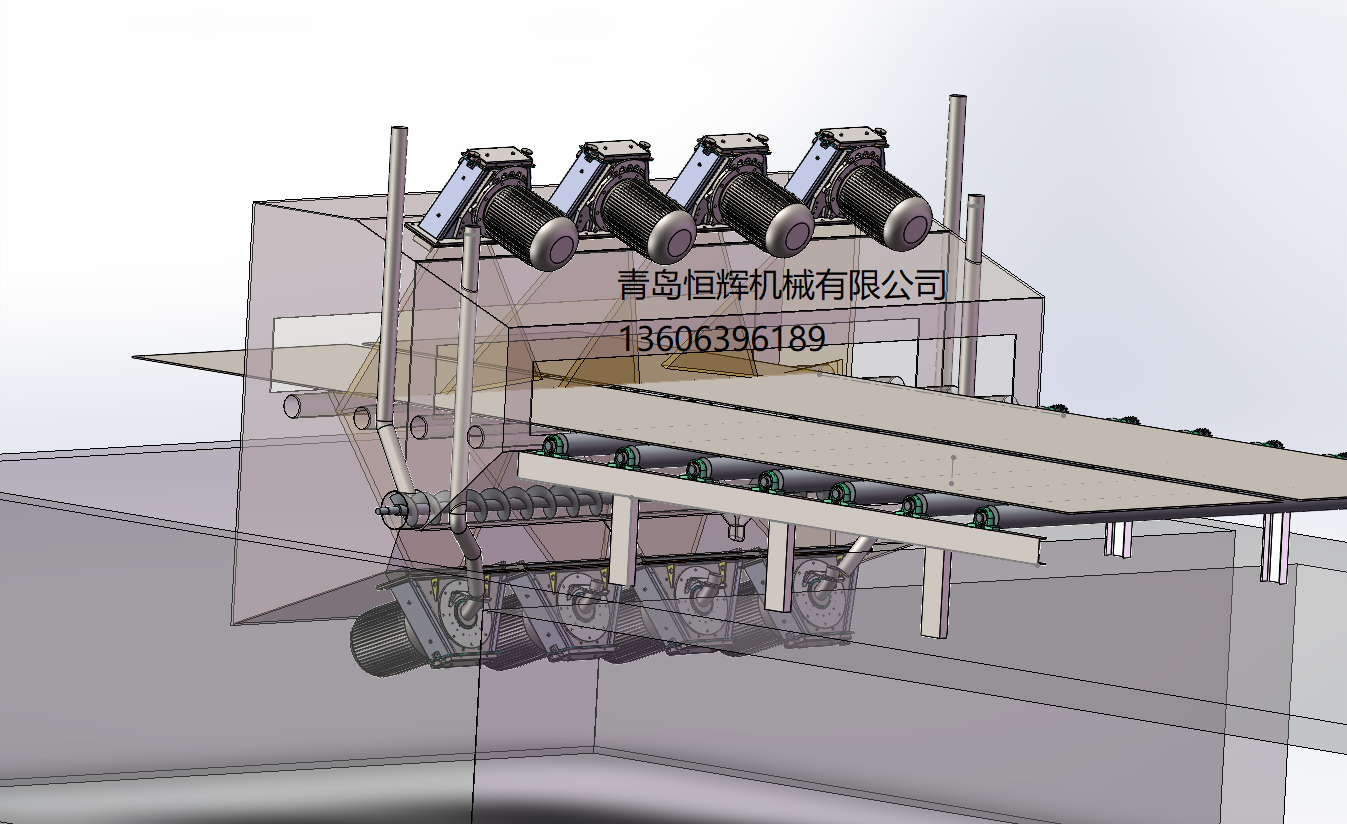
3、设备运行自动检测装置
设备设有钢板测高、测宽装置,钢板测量精度≤2mm,有利于精确调整高压吹扫、刮扫机构、收丸螺旋、滚刷、 吹丸系统及喷漆室上喷枪高度。
4、工件输送系统
送进辊道一侧设有钢板对正竖辊
整套工件输送系统变频无级调速,既能够同步运转,各工部又能够独立动作;
上、下料辊道有正、反转功能,传动链可调节松紧;
抛丸室辊道装有特殊材料耐磨护套,以防弹丸抛打;
板链输送机采用“V”型结构,喷漆后钢板短线接触,尽可能避免漆膜破坏, 板链输送机装有防跑偏转机构。
5、预热室
预热装置采用燃气和空气的混合气体燃烧火焰对钢材进行加热。设有上下3条火线同时对钢板上下同时加热,火线的总长度满足用户使用的钢板的最大宽度手动调整火线,本产品的火线长度也可随时进行调整。本产品下火线手动升降调整,上火线能电动升降,升降距离为500mm。
可根据冬、夏变化调节开启及温度;
多重安全保护措施,有停机、过热全保护装置。
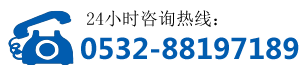
6、抛丸清理
清理室的防护:抛丸室护板采用高耐磨的轧制Mn13护板进行防护,
6、弹丸清扫
一级清扫:刮扫装置,清扫大部分弹丸,并对滚刷起到保护作用;
二级清扫:高强度尼龙滚刷+收丸螺旋, 清扫刷寿命大于3500小时;
三级风吹:高压风机在抛丸室内吹丸吹灰+预留压缩空气补吹管路;
7、丸料循环净化
采用溢流感应式满幕帘多级风选分离器,采用专用聚脂线芯提升机传动带,提升机上下卷筒采用倒角鼠笼式结构,既增加摩擦力避免打滑,又防止划伤皮带,采用远距离控制弹丸控制器,并设有弹丸补充器以方便加弹丸;
弹丸循环系统各动力点设故障报警功能。
8、弹丸分离系统
采用溢流感应式满幕帘多级风选分离器,有分选区、过滤筛、输送螺旋、溢流感应器、丸料仓、弹丸控制闸等
9、抛丸除尘系统
采用惯性尘降室+旋风体组+滤筒除尘器的除尘方式,粉尘排放小于10mg/m³,除尘系统中排灰方式采用自动卸灰装置,配有灰尘螺旋输送机、储灰桶。
10、喷漆室
采用伺服电机齿轮齿条传动方式,保证喷漆精确无浪费;
采用两台45:1高压无气喷漆泵
采用标准线性导轨,滚轮车承载喷枪,小车行程两端变频缓冲,工件检测设置在喷漆室外,传动机构与喷枪分隔设置,无漆雾干扰,便于清理漆垢。
11、烘干室
长度约18米左右;
采用天然气燃烧换热器,采用热风循环原理,使热量得以充分利用。
热电偶多点采温使烘干室温度在40~70℃可调;
板链输送系统采用4道板链传动,解决了以前板链跑偏、故障率高的问题。
12漆雾密封
为彻底解决喷漆时漆雾外溢现象,在喷漆室与烘干室的接口做成封闭式,同时设有观察门,方便观察喷漆效果。
漆雾过滤装置及有害气体净化装置
采用干式阻燃性漆雾过滤棉过滤漆雾(漆雾除尘管道入口前);
采用RTO燃烧清除有害气体。
13电气控制系统。
采用全线非常直观的动态模拟监控系统,故障点实现自动检测、自动查找,对易损件等功能部件实现运行累计时,有效考查各易损件使用寿命,为备品、备件的采购和更换提供依据。
针对国际造船业执行的【PSPC】标准对钢板预处理的严格要求,我们在钢板预处理流水线方案中采用下述关键技术及保证措施:
1、上、下卸料工部
钢材上下料横移机上设有刻度,以利于型材对正;横移机末端设有挡料竖辊矫正偏斜的钢材;
采用液压横移上、下料方式。
2、雨雾清扫装置
采用刮板刮除钢板表面的积水、积雪、污物等,并配有高压吹扫风机,吹扫刮板后的水与垃圾
3、设备运行自动检测装置
设备设有钢板测高、测宽装置,钢板测量精度≤2mm,有利于精确调整高压吹扫、刮扫机构、收丸螺旋、滚刷、 吹丸系统及喷漆室上喷枪高度。
4、工件输送系统
送进辊道一侧设有钢板对正竖辊
整套工件输送系统变频无级调速,既能够同步运转,各工部又能够独立动作;
上、下料辊道有正、反转功能,传动链可调节松紧;
抛丸室辊道装有特殊材料耐磨护套,以防弹丸抛打;
板链输送机采用“V”型结构,喷漆后钢板短线接触,尽可能避免漆膜破坏, 板链输送机装有防跑偏转机构。
5、预热室
预热装置采用燃气和空气的混合气体燃烧火焰对钢材进行加热。设有上下3条火线同时对钢板上下同时加热,火线的总长度满足用户使用的钢板的最大宽度手动调整火线,本产品的火线长度也可随时进行调整。本产品下火线手动升降调整,上火线能电动升降,升降距离为500mm。
可根据冬、夏变化调节开启及温度;
多重安全保护措施,有停机、过热全保护装置。
6、抛丸清理
工件检测(测高)采用进口光电管,制动电机驱动,设在抛丸室外,防粉尘干扰;设有工件测宽装置,自动调节供丸闸开启数量;
抛丸器的布置:采用8台电机直驱抛丸器,抛丸量可达900kg/min,抛丸速度≥82m/s,抛丸器布置经过三维模拟,上下抛丸器一一对应,避免薄板变形,消除型钢死角,一次抛打和二次反弹弹丸避开辊道,弹丸覆盖均匀一致。清理室的防护:抛丸室护板采用高耐磨的轧制Mn13护板进行防护,
6、弹丸清扫
一级清扫:刮扫装置,清扫大部分弹丸,并对滚刷起到保护作用;
二级清扫:高强度尼龙滚刷+收丸螺旋, 清扫刷寿命大于3500小时;
三级风吹:高压风机在抛丸室内吹丸吹灰+预留压缩空气补吹管路;
7、丸料循环净化
采用溢流感应式满幕帘多级风选分离器,采用专用聚脂线芯提升机传动带,提升机上下卷筒采用倒角鼠笼式结构,既增加摩擦力避免打滑,又防止划伤皮带,采用远距离控制弹丸控制器,并设有弹丸补充器以方便加弹丸;
弹丸循环系统各动力点设故障报警功能。
8、弹丸分离系统
采用溢流感应式满幕帘多级风选分离器,有分选区、过滤筛、输送螺旋、溢流感应器、丸料仓、弹丸控制闸等
9、抛丸除尘系统
采用惯性尘降室+旋风体组+滤筒除尘器的除尘方式,粉尘排放小于10mg/m³,除尘系统中排灰方式采用自动卸灰装置,配有灰尘螺旋输送机、储灰桶。
10、喷漆室
采用伺服电机齿轮齿条传动方式,保证喷漆精确无浪费;
采用两台45:1高压无气喷漆泵
采用标准线性导轨,滚轮车承载喷枪,小车行程两端变频缓冲,工件检测设置在喷漆室外,传动机构与喷枪分隔设置,无漆雾干扰,便于清理漆垢。
11、烘干室
长度约18米左右;
采用天然气燃烧换热器,采用热风循环原理,使热量得以充分利用。
热电偶多点采温使烘干室温度在40~70℃可调;
板链输送系统采用4道板链传动,解决了以前板链跑偏、故障率高的问题。
12漆雾密封
为彻底解决喷漆时漆雾外溢现象,在喷漆室与烘干室的接口做成封闭式,同时设有观察门,方便观察喷漆效果。
漆雾过滤装置及有害气体净化装置
采用干式阻燃性漆雾过滤棉过滤漆雾(漆雾除尘管道入口前);
采用RTO燃烧清除有害气体。
13电气控制系统。
采用全线非常直观的动态模拟监控系统,故障点实现自动检测、自动查找,对易损件等功能部件实现运行累计时,有效考查各易损件使用寿命,为备品、备件的采购和更换提供依据。